



Eletropolimento em Aço Inoxidável

Eletropolimento é o processo utilizado para polir superfícies metálicas com o uso de corrente elétrica e solução química, através de um recipiente fornecido com eletrodos. O processo produz uma superfície espelhada com remoção seletiva de metal.
Essa remoção seletiva é gerada por corrente elétrica controlada e por soluções eletrolíticas especiais. Os parâmetros elétricos são configurados pelo uso da tecnologia INVERSOR incorporada aos produtos SURFOX.
Eletropolimento: aspectos técnicos
Eletropolimento é o polimento anódico de superfícies metálicas. Imaginar que o eletropolimento substitui a limpeza mecânica é incorreto; é um polimento complementar, especialmente indicado para peças pequenas e superfícies irregulares e complexas.
O polimento pode constituir uma excelente ancoragem para depósitos, uma vez que determina uma estrutura de cristal adequada para soldar da maneira mais eficaz para trabalhar de forças de rede.
Sob este ponto de vista, o processo é chamado "gravação brilhante". Como todos os processos anódicos, o eletropolimento está intimamente relacionado à estrutura do metal. Caso o metal base tenha defeitos e impurezas, o eletropolimento resultante poderá apresentar manchas, depressões e saliências.
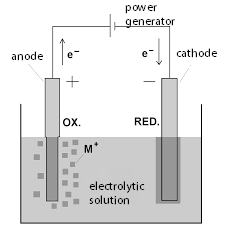
A Figura 1 demonstra como ocorre o processo de eletropolimento na célula eletrolítica. A peça metálica que receberá o polimento espelhado é o ânodo, e o cátodo pode ser um metal como chumbo, cobre etc. Durante o processo, graças à passagem da corrente e das soluções eletrolíticas, ocorre uma dissolução anódica seletiva sobre a superfície do aço inoxidável. Essa dissolução anódica torna a superfície progressivamente mais brilhante. Os parâmetros que regem o processo de eletropolimento são:
- Densidade atual
- Voltagem
- Tipo de solução eletrolítica
- Temperatura
- Agitação do líquido
- Material catódico
- Tamanho e forma dos eletrodos
- Distância entre ânodo e cátodo
- Disposição das peças
Todos esses parâmetros afetam a durabilidade e aparência da superfície do aço. Por exemplo, a temperatura deve ser mantida constante e a agitação deve ser tal que não cause aquecimento local.
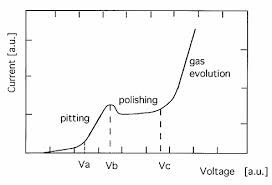
A Figura 2 demonstra que os parâmetros elétricos devem coincidir na faixa Vc-Vb para se obter um eletropolimento correto. Valores de tensão inferiores geram corrosão anódica, resultando em peças opacas e oxidadas. Valores superiores ao Vc provocam o desenvolvimento de substâncias gasosas, que alteram o processo de dissolução e causam ataque irregular na superfície metálica. A curva em questão muda dependendo da resistividade da solução eletrolítica. Sobre a resistividade é alta, mais a porção direta de polimento (polimento) é apertada até que seja reduzida a um ponto.
Fig. 2 Diagrama de Corrente-Tensão durante o eletropolimento
SURFOX e a tecnologia INVERSOR
Os melhores resultados devem ser mantidos em relações bem definidas da densidade da corrente e da tensão. Esta relação é definida nas máquinas SURFOX, que graças à tecnologia INVERSOR, permitem controlar os parâmetros elétricos, aumentando a eficiência elétrica e a confiabilidade do processo.
A agitação, nem sempre adotada, é comumente utilizada para evitar aquecimento descontrolado e turbulência localizada no banho eletrolítico com alta resistividade.
A agitação não deve ser muito vigorosa e pode ser realizada com o material inatacável, por insuflação de ar ou nitrogênio.
A "vida útil" do eletrólito é bastante limitada. Quando o banho atinge uma certa quantidade de íons metálicos, seu efeito de polimento diminui ou desaparece. sendo necessário substituir solução eletrolítica parcial ou totalmente.