



Electrochemical Polishing

Electrochemical polishing creates a mirror-like surface on dull metals by selectively removing specific particles from the outer surface of the workpiece. When an electric current (DC) is applied, ions on the surface of the metal oxidize and dissolve, leaving behind a reflective surface.
Our SURFOX systems allow users to achieve the desired selective removal. Power inverter technology embedded in our SURFOX systems for precise regulation of the electric current which ensure optimal performance and complete safety.
Electrochemical polishing: Technical Aspects
Electrochemical polishing is the preferred process for finishing small objects and those with irregular and complex shapes. Polishing metal surfaces anodically produces results that would be impossible with mechanical cleaning.
Electrochemical polishing can be used to prepare metal surfaces for further finishing. The “glossy etching” process creates a positively charged crystal structure. This crystalline lattice is an excellent anchorage for deposits, making the metal optimally suited for welding.
Like all anodic processes, electropolishing is closely related to the metal-based structure. Defects and impurities in the metal can result in spots, dimples and pads after electrochemical polishing.
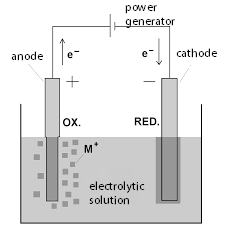
The electrolytic cell shown in Figure 1 illustrates how the electropolishing process occurs. The metal piece being treated, the anode, is placed in the solution. The cathode may be a metal such as lead or copper. Selective anodic dissolution occurs over the stainless-steel surface when an electric current passes through the electrolytic solution, making it progressively smoother. The variables that govern the electrochemical polishing process are:
- Current density
- Voltage
- Type of electrolytic solution
- Temperature
- Stirring of the liquid (when in a bath)
- Cathodic material
- Size and shape of the electrodes
- Distance between anode and cathode
- Arrangement of the pieces
All of these variables affect the durability and appearance of the steel surface. For example, the temperature should be kept constant and the agitation must not cause local heating.
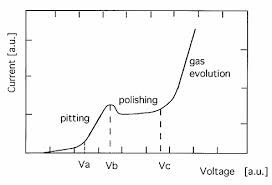
To achieve a correct electrochemical polishing, the electrical parameters must coincide in Vc-Vb range. (See Figure 2) Lower voltage values generate an anodic corrosion, after which the pieces typically become opaque and corrode. When values higher than Vc are generated, gaseous substances can alter the process of dissolution and cause an irregular attack on the metal surface. The curve in question changes depending on the resistivity of the electrolytic solution.
Fig. 2 Current voltage during electrochemical polishing process
SURFOX and Inverter Technology
Operators achieve optimal results when they maintain well-defined ratios of current density and voltage. Our SURFOX machines include inverter technology that defines the ratios, making it possible to control the electrical parameters and to increase the electrical efficiency and process reliability.
The entire electrochemical polishing process usually involves the removal of 0.5 – 2 microns of metal depending on the condition of the surface.
Electrochemical polishing is used to ensure an ideal combination of aesthetic beauty and very high passivation values. After stainless steel is electropolished, pure chromium covers the metal’s surface, leaving it free from impurities and very smooth. The chromium binds with oxygen present in the environment, creating a “passive” layer that slows the corrosion process considerably.
The thickness of the passive layer varies greatly depending on the type of microstructure. The thickness of the mechanically polished sample (1) is lower than that of the electropolished sample (2) because mechanical polishing contaminates the metal with foreign particles (abrasive residues and impurities). These impurities prevent the creation of a uniform layer of chromium oxide.